产品目录
在这里您可以下载我们所有的PDF格式的产品目录。要查看PDF文档,您需要免费提供的Acrobat Reader,默认情况下可能安装在您的计算机上。










电阻焊接是一组焊接工艺,其产生金属与从工件的电阻(R)到工作所在的电路(i)中获得的热(Q)的接合,并且通过应用压力(P),其中t表示焊接时间。影响可焊性的重要变量包括焊接电流,电极压力和焊接时间。
焊接电流直接影响熔核的尺寸,这是一个需要良好管理以保持优异焊接质量的因素。
电极压力和焊接时间不会影响焊接电流的可焊性。电极力由钢种或其厚度决定,焊接时间一般采用12〜15个循环。
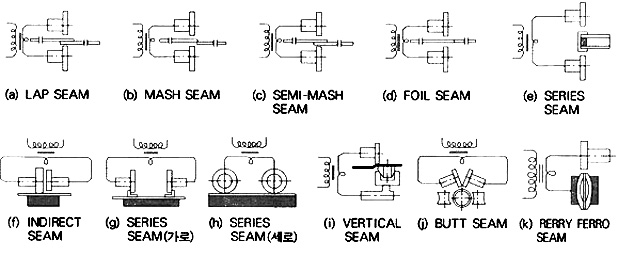
电阻焊分为电阻点焊,电阻缝焊和电阻投影焊接,取决于焊接部件的类型。
电阻点焊使用尖端电极,以斑点的形式进行焊接。它是最广泛使用的电阻焊接工艺。电阻缝焊使用可旋转并用于在需要气密性或水密性的部件上进行连续焊接的圆盘状电极。
另一方面,电阻突起焊接通过使用形成在钢板上的突起来集中电流或压力,并且由于两个或更多个点可以同时焊接而具有高生产率。
电阻焊接的成本低,焊接部件的质量优异。因此,广泛应用于汽车,家用电器和通用机械零件。而且,由于焊接过程简单,生产速度快,所以在汽车生产中需要批量生产的行业是重要的过程。
1. 电阻焊原理
在金属材料的表面上,接触电极,按压并使流动的高电流达到稳定的时间,并且使用存在于接触表面中的电子电阻以产生高水平的热量并将其组合在一起通过制作掘金,这是熔化加盟。
Q = 0.24 * I 2 * R * T
Q : Caloric value (Cal). I : Current (A). R : The contact resistance between materials (Ω).
T : The time of applying an electric current (sec).
这里产生的热值将通过焦耳计算(热量的加热量1升,摄氏1度; 1J = 0.24cal,1cal = 4.2J)
2. 电阻焊接的重要因素。
1) 焊接电流。
| - | 热值与电流的平方值成比例,对焊接影响最大。 |
| - | 熔核由接触表面的电流密度产生,需要提高电流密度。 |
| - | 如果产生过大的电流密度,则会导致熔化部分过热和变形。 |
| - | 由于过电流造成的表面损坏,会产生粗糙的气泡,从而减轻其强度的贬值。 |
| - | 它是通过气缸施加的物理力,它对接触表面电阻的形成有一定的影响。 |
| - | 施加压力的值与接触电阻成反比。 |
| - | 它可以防止焊接部件受到部分加热,并导致焊接结果相同。 |
| - | 在施加的压力高的情况下,接触电阻相对较低。 |
| 因此,由于缺乏热量的产生,会导致其强度的贬值和过多的焊接轨迹太多。 | |
| - | 这是焊接时间。它与热值相称。 |
| - | 焊接时间过长会导致由热传导引起的接触面周围的过热,基体材料会膨胀变形。 |
| - | 焊接时间短于正常情况下,由于选择部件熔化,因此强度较差。 |
| - | 电极的质量和形状对焊接结果有很大的影响。 |
| - | 需要具有高水平的导热性和导电性。 |
| - | 保持高温度的硬度很重要 |
| - | 由于会发生变化,导致电流密度和施加压力的变化。 |
| - | 建议更换和维护时间,以保持良好的焊接质量。 |
| - | 一旦确定了材料,就会发生由于氧化熟料引起的接触电阻的变化或金属表面的微小凹凸。 |
| - | 由于氧化熟料,微小的不均匀性和异物,电阻会很高,是导致截面过热的原因。 |
| - | 为了在相同焊接条件下提高生产率,重要的是要管理焊接材料和材料表面的一致性。 |
| - | 决定焊接过程中的温度分布(加热过程和冷却过程)的因素。 |
| - | 需要根据材料的质量和形状具有宽范围的波形。 |
| - | 不合适的波形将导致变形和散射,难以获得高质量的焊接结果。 |